7.4 内圆磨削
7.4 内圆磨削
内圆磨削主要磨削零件上的通孔、盲孔、台阶孔和端面等,内圆磨削表面可达到的尺寸精度为 IT7~IT6 级,表面粗糙度Ra为 0.8~0.2μm。
7.4.1 内圆磨削方法
(1)内圆磨削方式
按内圆磨削工件和砂轮的运动及采用的机床,内圆磨削方式分为:中心内圆磨削、行星内圆磨削和无心内圆磨削三种方式。
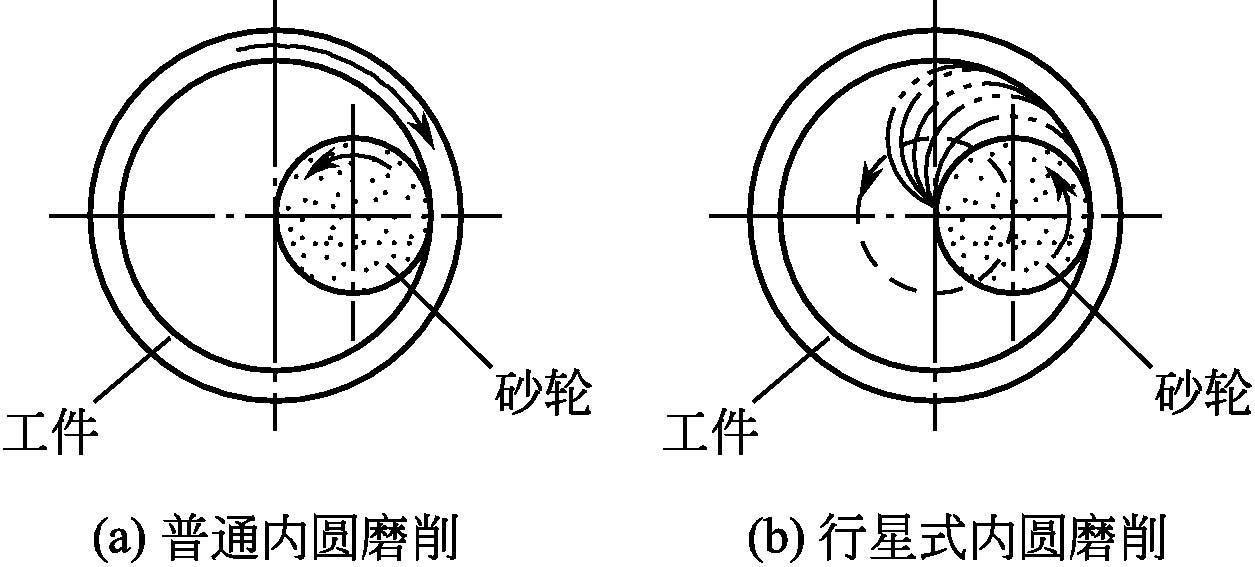
① 中心内圆磨削是工件和砂轮均做回转运动,一般在普通内圆磨床或万能外圆磨床上磨削内孔,适用于套筒、齿轮、法兰盘等零件内孔的磨削,生产中应用普遍,如图 7.46(a)所示。
 加载中...
加载中...
图 7.46 内圆磨削方式
② 行星内圆磨削是工件固定不动,砂轮既绕自己的轴线做高速旋转,又绕所磨孔的中心线做低速度旋转,以实现圆周进给,如图 7.46(b)所示。这种磨削方式主要用来加工大型工件和不便于回转的工件。
③ 无心内圆磨削是在无心磨床上进行,与中心内圆磨削不同的是工件的回转运动由支承轮、压轮和导轮实现,砂轮仍穿入工件孔内做回转运动。这种磨削方式适宜磨削薄壁环形零件的内圆和大量生产的滚动轴承套圈内圆等。
此外,这三种磨削方式的砂轮或工件还可能做纵向进给运动、横向进给运动等,来满足不同类型工件的要求。
(2)内圆磨削的特点
与外圆磨削相比,内圆磨削有以下特点。
① 内圆磨削受到工件内孔直径的限制,所用砂轮的直径较小,砂轮转速高,一般内圆磨具的转速为 10000~20000r/min,磨削速度一般在 20~30m/s 之间。
② 内圆磨削时,砂轮外圆与工件内孔成内切圆接触,其接触弧长比外圆磨削大,因此,磨削中产生的磨削力和磨削热较大,磨粒容易磨钝,工件也容易发热或烧伤、变形。
③ 内圆磨削时,冷却条件较差,切削液不易进入磨削区域,磨屑也不易排出,当磨屑在工件内孔中积聚时,容易造成砂轮堵塞,影响工件的表面质量。特别在磨削铸铁等脆性材料时,磨屑和切削液混合成糊状,更容易使砂轮堵塞,影响砂轮的磨削性能。
④ 磨内孔砂轮需要接刀杆,磨削时,其受力条件属悬臂梁结构,刚性较差,容易产生弯曲变形和振动,对加工精度和表面粗糙度都有很大的影响,同时也限制了磨削用量的提高。
⑤ 内圆磨削内孔的测量空间较小,工件检测困难,尤其深孔和小孔磨削时测量不便,一般采用塞规、三爪内径千分尺和内径百分表进行检测。
(3)内圆磨削的方法
内圆磨削按获得工件尺寸形状所采用的进给运动形式,其磨削方法分为纵向磨削法和切入磨削法,原理与外圆磨削相似。
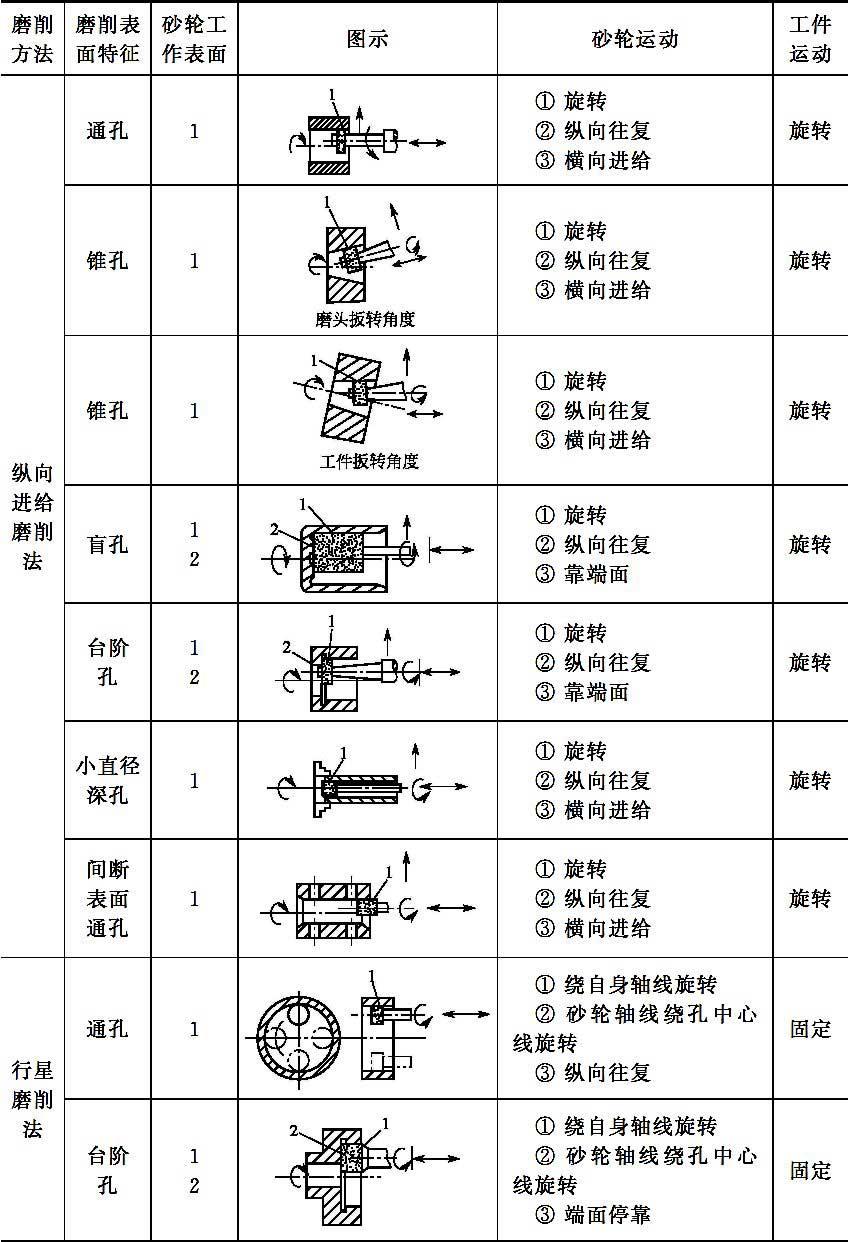
内圆磨削的磨削方法、磨削工件表面类型、砂轮的工作表面、磨削运动特征如表 7.27 所示。
表 7.27 内圆磨削的特征
 加载中...
加载中...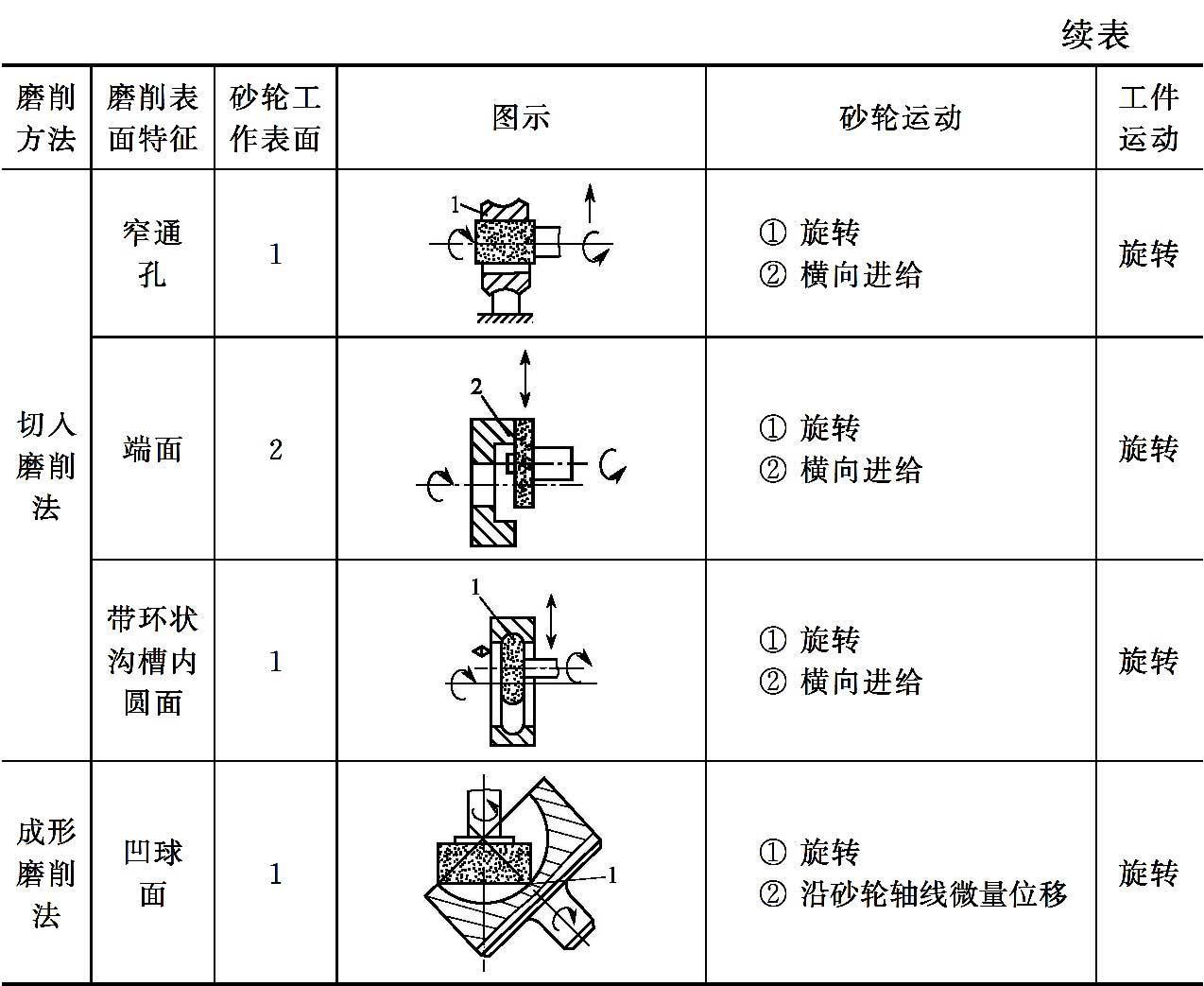 加载中...
加载中...7.4.2 内圆磨削的工件装夹
内圆磨削时,工件的装夹方法很多,常用三爪自定心卡盘、四爪单动卡盘、花盘、卡盘与中心架组合、吸盘等装夹。一般根据工件的形状、尺寸选用适合的夹具进行装夹。
(1)用三爪自定心卡盘装夹
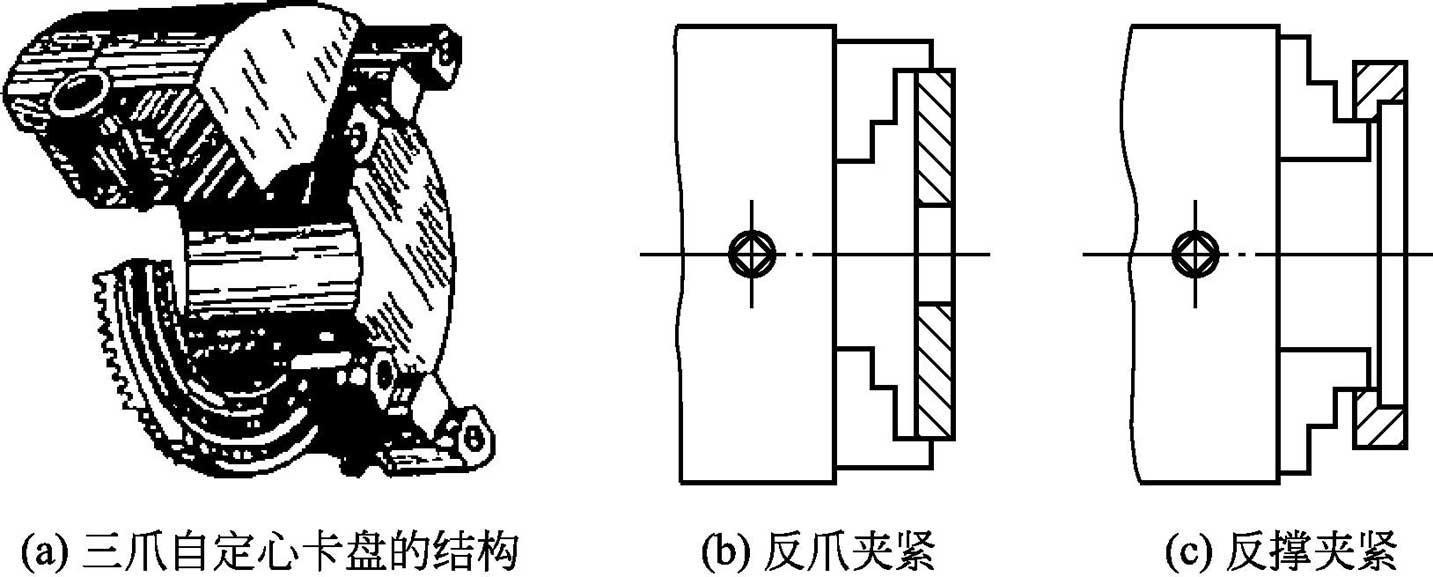
三爪自定心卡盘俗称三爪卡盘,适于装夹套类和盘类工件。三爪自定心卡盘除正爪夹紧外,还有反爪夹紧[图 7.47(b)]、反撑夹紧[图 7.47(c)]。
 加载中...
加载中...
图 7.47 三爪自定心卡盘
三爪自定心卡盘具有装夹方便、能自动定心但定心精度不高的特点,一般中等尺寸工件夹紧后的径向圆跳动误差为 0.08mm,高精度的三爪自定心卡盘的径向圆跳动误差为 0.04mm。对于成批磨削径向圆跳动量公差较小的零件,可以用调整卡盘自身定心精度的办法来提高装夹工件的定心精度,调整后的自定心精度可使工件径向圆跳动误差在 0.02~0.01mm 之间。
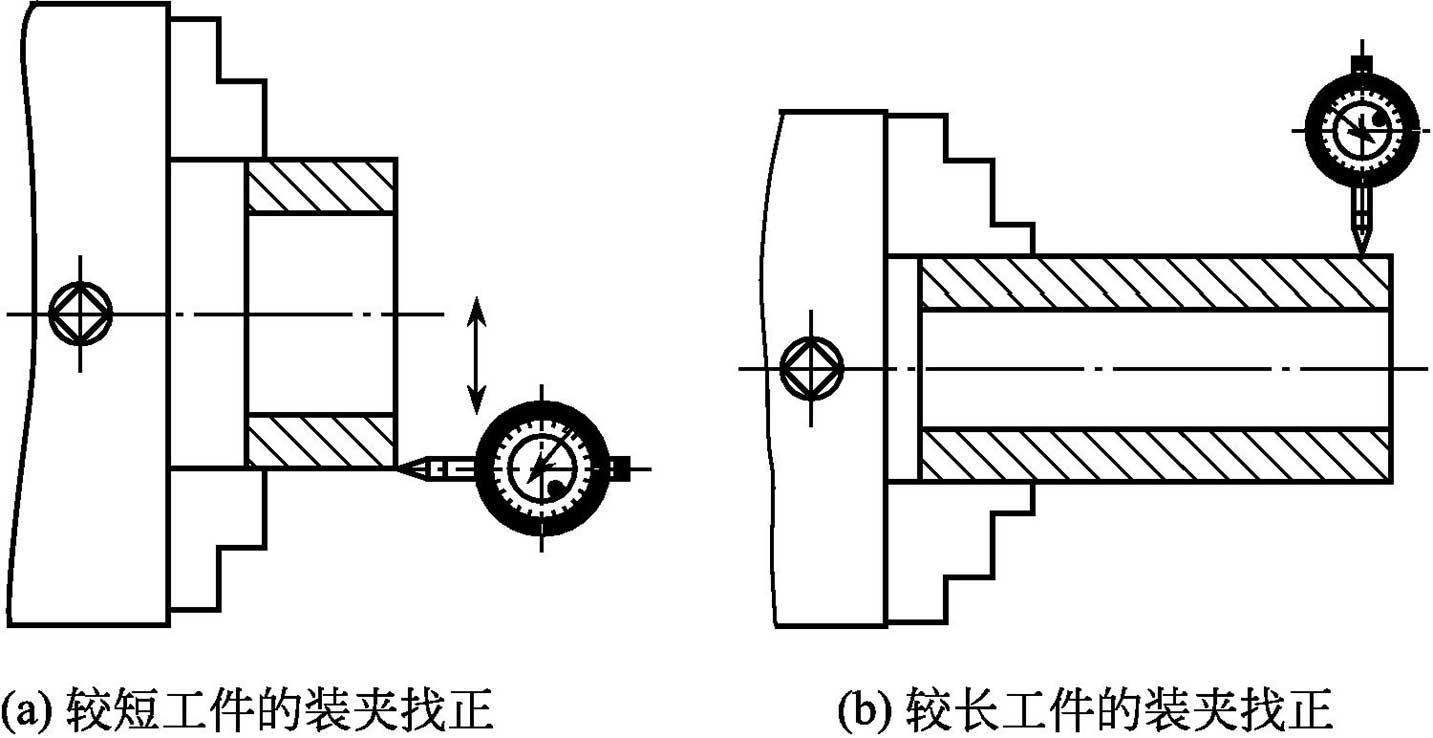
用三爪自定心卡盘装夹较短的工件时,工件端面易倾斜,必须用百分表找正,如图 7.48(a)所示。找正时先用百分表测量出工件端面圆跳动量,然后用铜棒敲击工件端面圆跳动的最大处,直至跳动量符合要求为止。
用三爪自定心卡盘装夹较长的工件时,工件的轴线容易发生偏斜,需要找正工件远离卡盘端外圆的径向圆跳动误差。找正时用百分表测量出工件外圆径向圆跳动量的最大处,然后用铜棒敲击跳动量最大处,直至跳动量符合要求为止,如图 7.48(b)所示。
 加载中...
加载中...
图 7.48 工件在三爪卡盘上找正
当工件直径较大时,可采用反爪装夹工件,其找正方法与前述相同。使用时,拆卸卡盘卡爪,然后再装为反爪形式。拆卸时退出卡爪后要清理卡爪、卡盘体和丝盘并加润滑油,再将卡爪对号装入。
(2)用四爪单动卡盘安装夹
四爪单动卡盘用来装夹尺寸较大或外形不太规则的工件,经校正可以达到很高的定心精度,适合定心精度较高、单件及小批量生产。
在四爪单动卡盘上校正工件,工件在卡盘上大致夹紧后,依据工件的基准面进行校正。用千分表可将基准面的跳动量校正在 0.005mm 以内。如果基准面本身留有余量,则跳动量可以控制在磨削余量的 1/3 范围内。在四爪单动卡盘中安装校正时应注意以下几点。
① 在卡爪和工件间垫上铜衬片,这样既能避免卡爪损伤工件外圆,又利于工件的校正。铜衬片可以制成 U 形,用较软的螺旋弹簧固定在卡爪上,铜衬片与工件接触面要小一些。